LOW FREQUENCY VIBRATION CUTTING
Эффективность технологии для станков, работающих в автоматическом режиме, заключается в минимальном вмешательстве человека в процесс работы. Для этого необходимо, чтобы все процессы были максимально спрогнозированы, учтены и управлялись в процессе работы станка.
В автоматах продольного точения процесс образования и удаления стружки является наиболее важным, поскольку от него зависят качество поверхности деталей, целостность инструмента и процесс перехвата и зажима в противошпинделе.
Для исключения влияния стружки на качество и стабильность работы станки Citizen можно оснастить уникальной технологией LFV (Low Frequency Vibration cutting) или обработкой с низкочастотными колебаниями. Основная ее цель – получение в процессе резания мелкой стружки.
Для этого станки используют специальную технологию управления, которая в процессе обработки придает инструменту сложное возвратно-поступательное движение в направлении обработки, синхронизированное с вращением шпинделя. Отличительной особенностью является то, что за один оборот заготовки инструмент один или несколько раз обязательно выходит из обрабатываемого материала. Этот алгоритм приводит к безусловному разрушению стружки на очень мелкие части.
Технологию рекомендуется применять при обработке сложный материалов (инконель, титан, сложнолегированные стали, электротехническая медь), нейлонов, фторопластов и других. Также рекомендуется применять при глубоком сверлении.
Эта технология применима для обработки всего спектра материалов и дает следующие преимущества:
- снижение усилий обработки;
- снижение температурной нагрузки на инструмент;
- отсутствие нароста на передней поверхности;
- общее увеличение срока службы инструмента;
- сокращение времени простоя станка из-за необходимости убирать стружку и смену инструмента;
- снижение затрат на режущий инструмент;
- эффективная обработка неметаллических материалов.
В результате использования функции получается стружка небольшого размера и этот результат является гарантированным, потому что инструмент полностью выходит из обрабатываемого материала.
Схема движения инструмента
 |  |  |
| Движение вдоль оси Z | Движение вдоль оси X | Движение по конусу |
Функция может использоваться как для обработки всей детали, так и для обработки отдельных элементов. Для активизации функции используется отдельная команда с различными параметрами, которыми можно задавать число колебаний на оборот и менять характер стружки. Описание движения не требуется, расчет траектории производится автоматически.
Функция LFV имеет три режима:
| Режим 1 (входит в базовое оснащение) В этом режиме программируется число осциллирующих движений на один оборот заготовки (может варьироваться от 1 до 6). Этот режим позволяет получить стружку минимального размера. |  |
| Режим 2 (входит в базовое оснащение) В этом режиме программируется число оборотов заготовки на одно осциллирующее движение. Этот режим позволяет получить обеспечить ломание стружки при сохранении высокой производительности. |  |
| Режим 3 (приобретается опционально) В этом режиме программируется обработка резьбы. |  |
Примеры обработки без использования функции LFV (а) и с её использованием (б).
 |  |
| а. | б. |
В отдельных случаях (например, в сочетании со станцией высокого давления) наличие функции LFV позволяет не использовать стандартные циклы глубокого сверления, а обрабатывать глубокие отверстия за одно движение подачи.
Стружка, получаемая при операции сверления с использованием функции LFV.
 |  |
Дополнительный эффект заключается в существенном снижении объёма получаемой стружки и более простому её удалению из зоны резания и по транспортеру стружки. При этом могут существенно сокращаться потери масляной СОЖ, часть которой остается на длинной стружке.
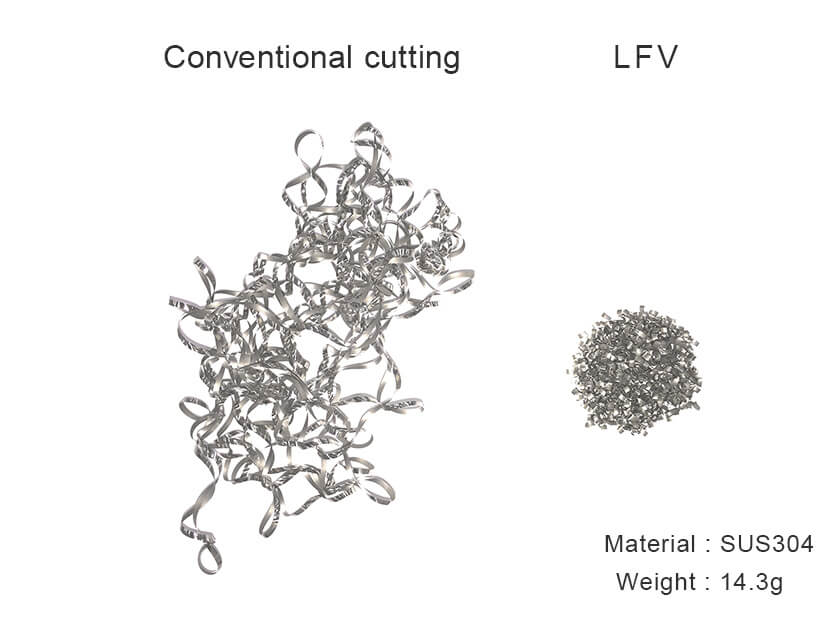
Сравнение одинакового объёма стружки, полученного при обычной обработке и с использованием функции LFV.